diameter poros motor stepper nema 23
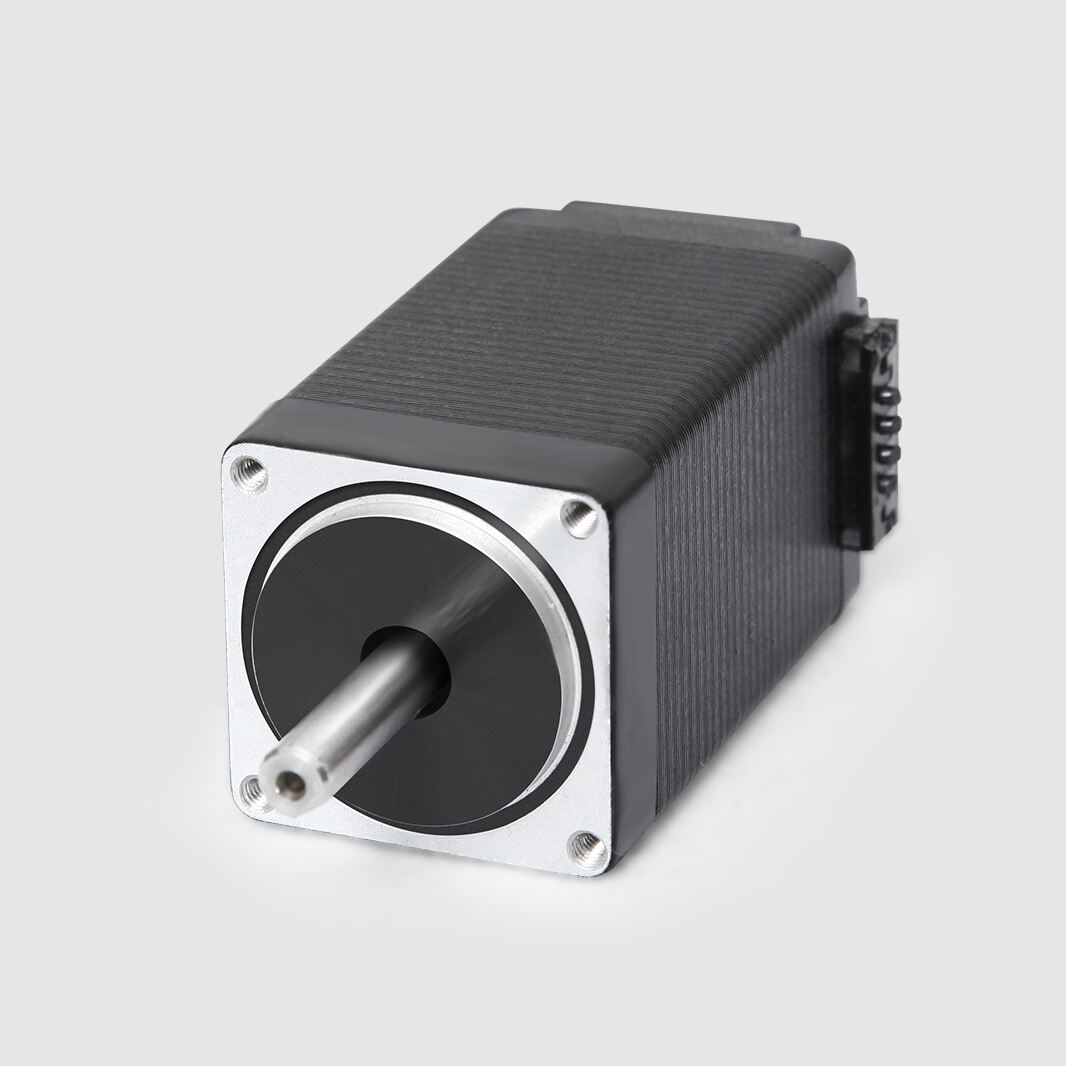
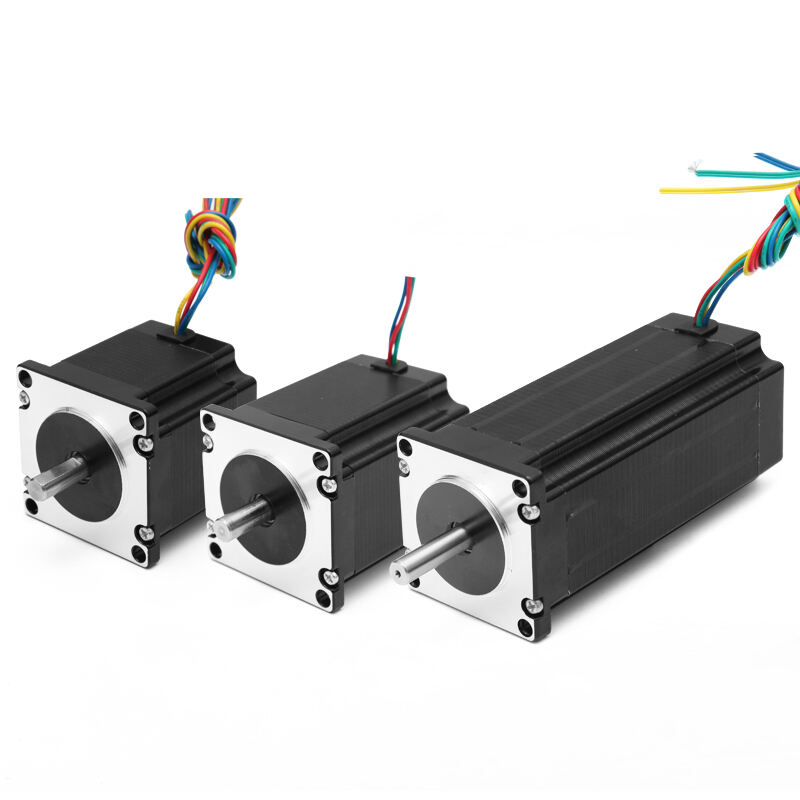
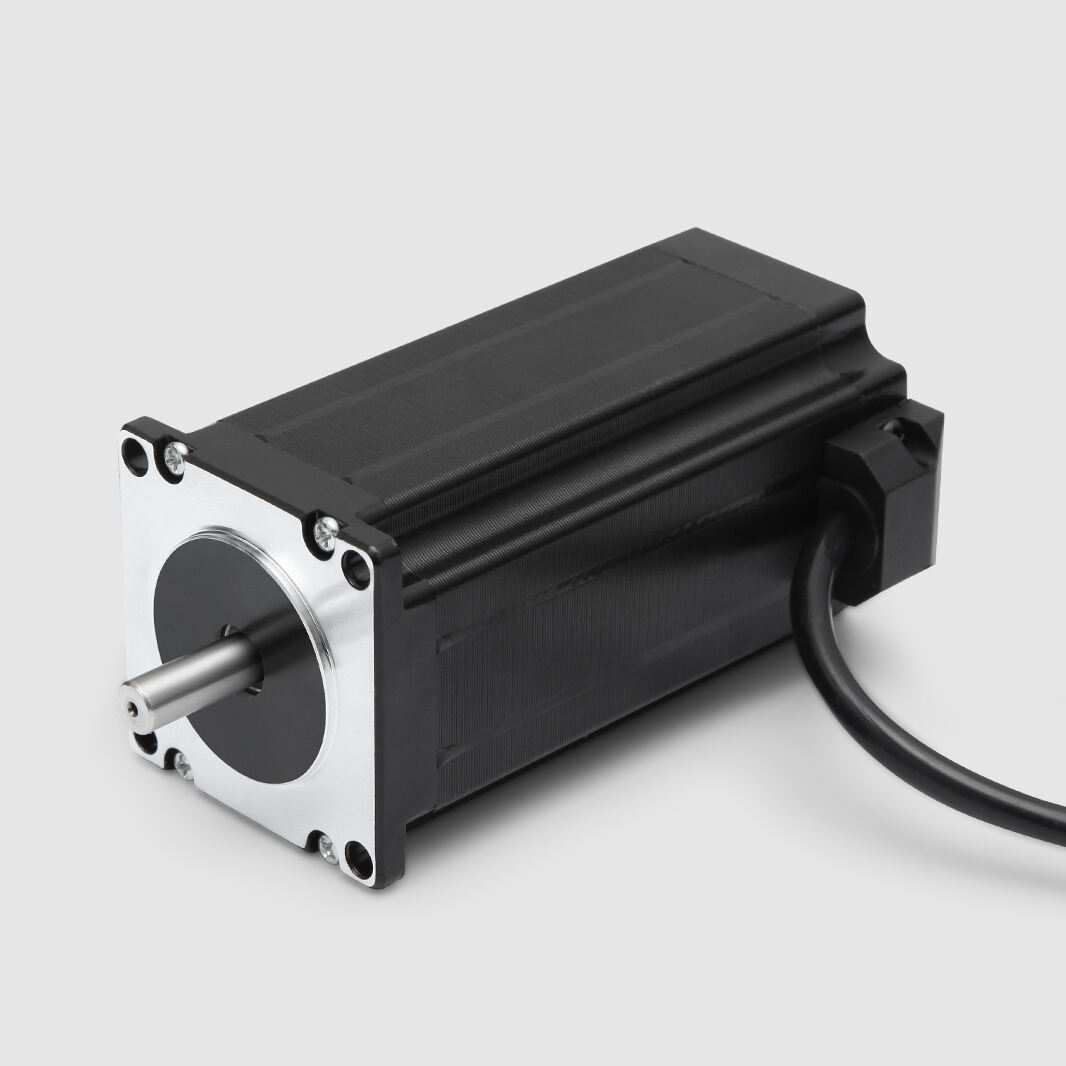
Diameter poros motor stepper NEMA 23 merupakan spesifikasi kritis yang menentukan antarmuka mekanis dan kemampuan kinerja motor tersebut. Pengukuran standar ini, yang umumnya berkisar antara 6,35 mm hingga 8 mm, menjadi dasar untuk menghubungkan berbagai komponen mekanis ke sistem motor. Diameter poros secara langsung memengaruhi efisiensi transmisi torsi, presisi rotasi, serta keandalan keseluruhan sistem dalam aplikasi otomatisasi. Memahami diameter poros motor stepper NEMA 23 sangat penting bagi insinyur dan perancang yang perlu mengintegrasikan motor-motor ini ke dalam proyek mereka secara efektif. Poros itu sendiri berfungsi sebagai komponen output utama, mentransfer gerak rotasi dari rakitan rotor internal motor ke beban mekanis eksternal. Spesifikasi diameter ini menjamin kompatibilitas dengan kopling standar, katrol, serta komponen penggerak lainnya yang umum digunakan dalam otomatisasi industri. Fitur teknologi pada diameter poros motor stepper NEMA 23 meliputi toleransi pemesinan presisi yang menjaga konsentrisitas dalam batas ketat, biasanya ±0,05 mm atau lebih baik. Perlakuan akhir permukaan sering kali mencakup pelapisan krom keras atau lapisan khusus yang meningkatkan ketahanan aus dan mengurangi gesekan selama operasi. Desain poros mengintegrasikan fitur geometris seperti dataran (flats) atau alur pasak (keyways) guna mencegah terjadinya selip serta memastikan sambungan mekanis positif dengan komponen yang digerakkan. Aplikasi diameter poros motor stepper NEMA 23 mencakup berbagai industri, termasuk pencetakan 3D, mesin CNC, robotika, peralatan pengemasan, dan instrumen laboratorium. Dalam aplikasi pencetakan 3D, diameter poros yang presisi memungkinkan penempatan akurat assembli ekstruder dan mekanisme platform cetak. Aplikasi CNC memperoleh manfaat dari kemampuan poros dalam mempertahankan akurasi posisi sekaligus mentransmisikan gaya pemotongan yang besar. Penerapan robotika memanfaatkan diameter standar ini untuk artikulasi sendi yang konsisten serta penempatan end-effector yang tepat. Proses pembuatan poros tersebut melibatkan operasi pembubutan presisi diikuti dengan prosedur perlakuan panas yang meningkatkan sifat material dan stabilitas dimensi selama periode operasi yang berkepanjangan.