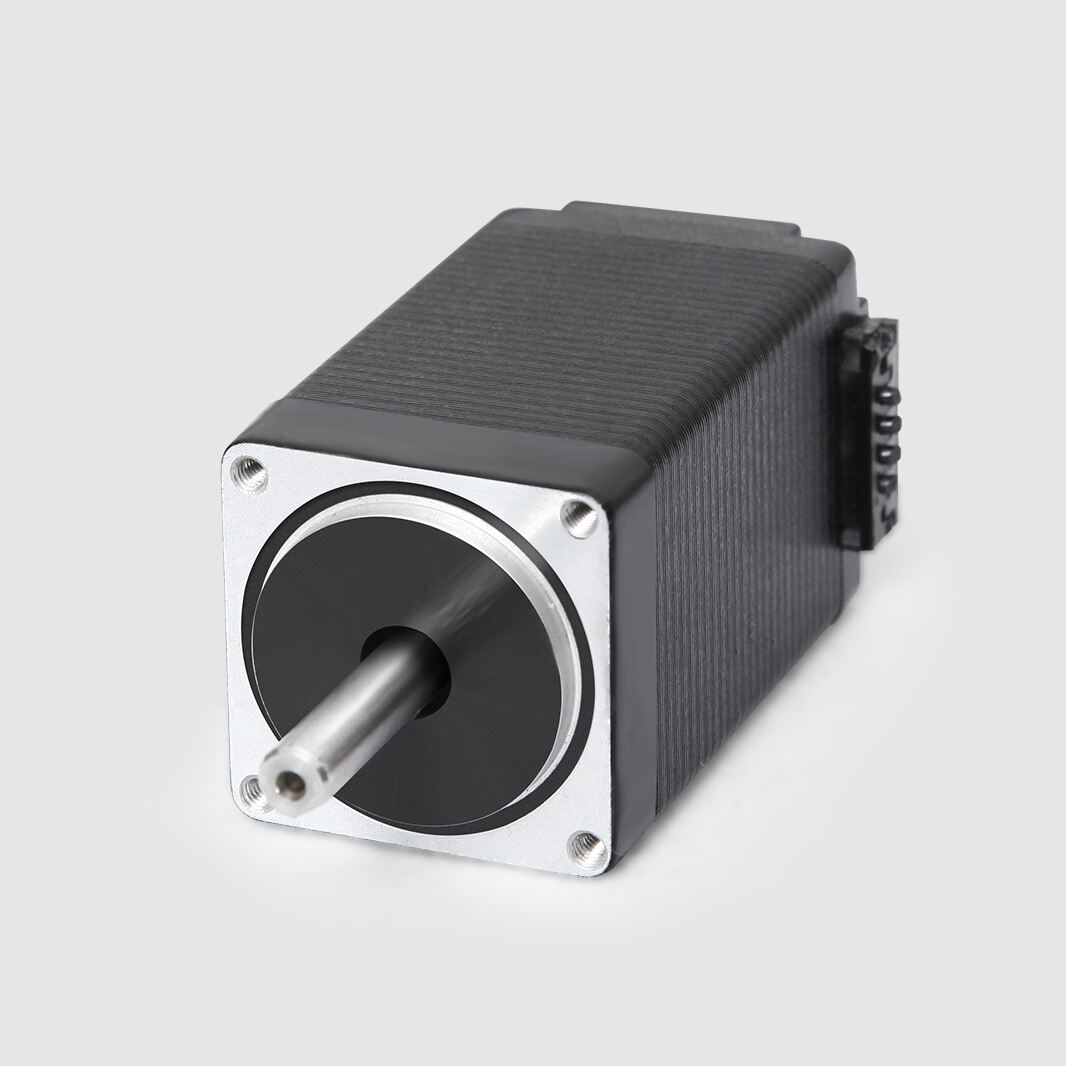
đường kính trục động cơ bước NEMA 23
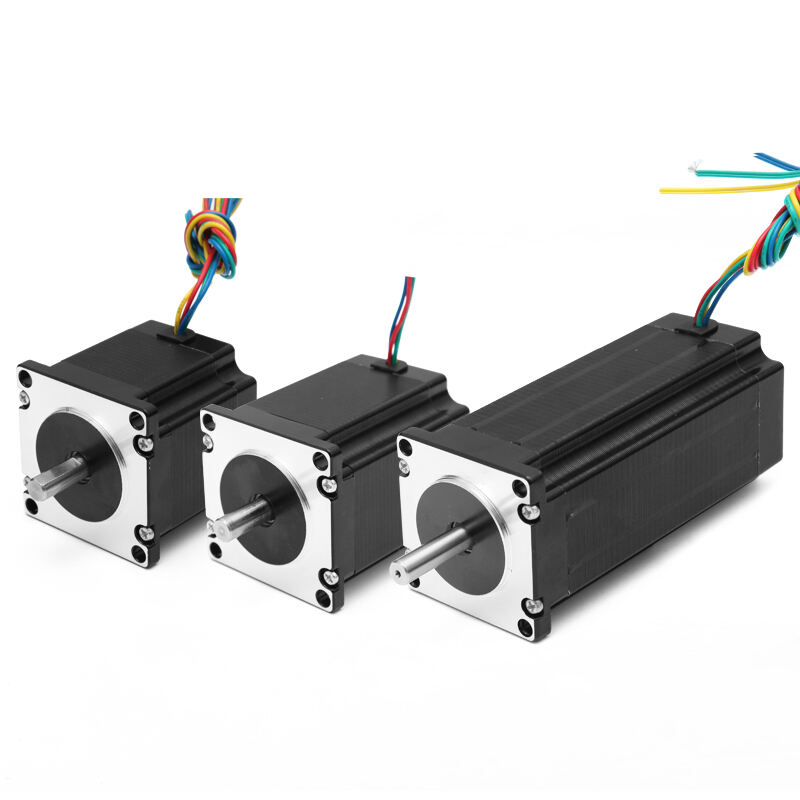
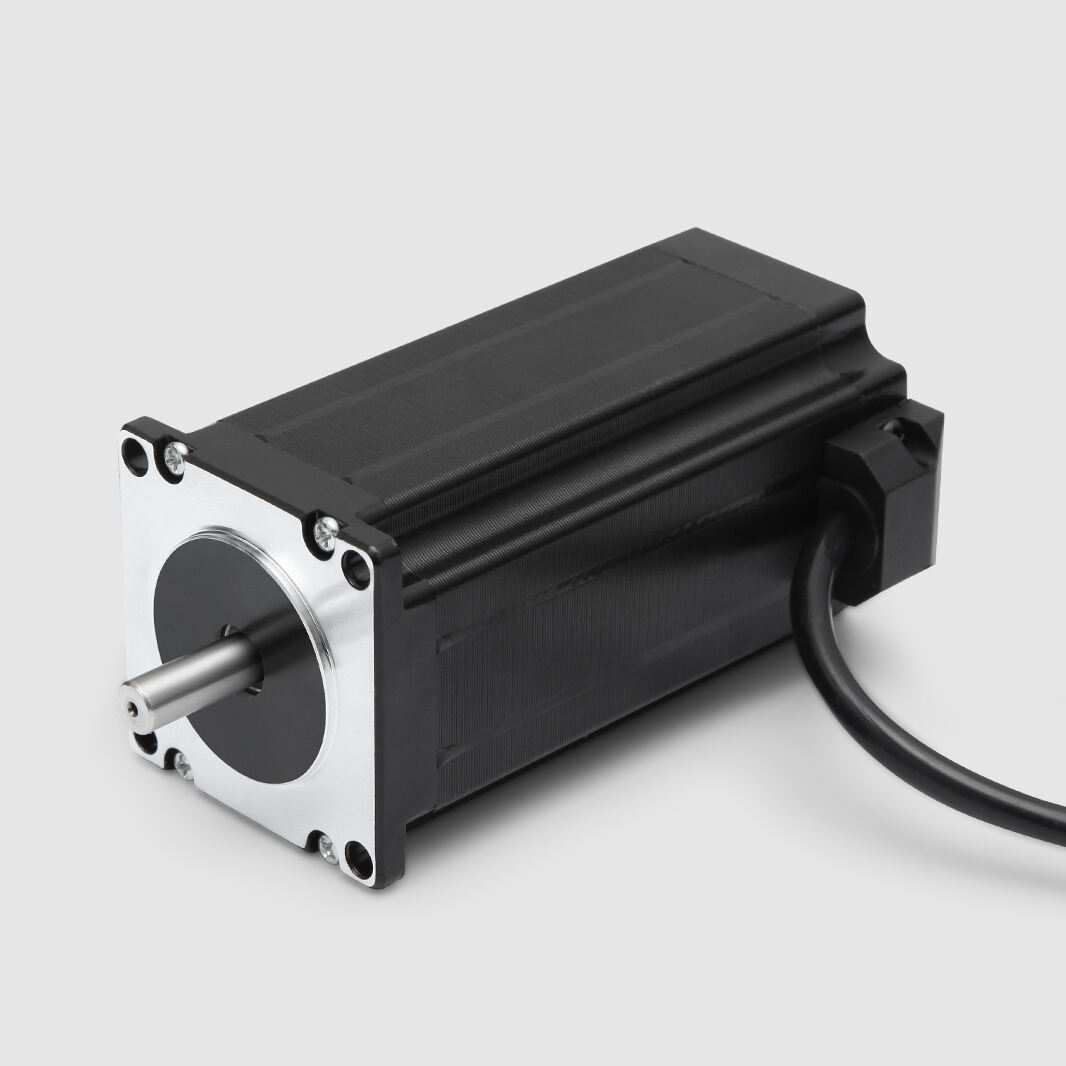
Đường kính trục động cơ bước NEMA 23 là một thông số kỹ thuật quan trọng, xác định giao diện cơ học và khả năng vận hành của động cơ. Kích thước tiêu chuẩn này, thường dao động từ 6,35 mm đến 8 mm, tạo nền tảng để kết nối nhiều thành phần cơ khí khác nhau với hệ thống động cơ. Đường kính trục ảnh hưởng trực tiếp đến hiệu suất truyền mô-men xoắn, độ chính xác quay và độ tin cậy tổng thể của hệ thống trong các ứng dụng tự động hóa. Việc hiểu rõ đường kính trục động cơ bước NEMA 23 là điều thiết yếu đối với các kỹ sư và nhà thiết kế cần tích hợp loại động cơ này vào các dự án của họ một cách hiệu quả. Bản thân trục hoạt động như thành phần đầu ra chính, truyền chuyển động quay từ cụm rô-to bên trong động cơ tới các tải cơ học bên ngoài. Thông số đường kính này đảm bảo khả năng tương thích với các khớp nối tiêu chuẩn, bánh đai và các thành phần truyền động khác thường được sử dụng trong tự động hóa công nghiệp. Các đặc điểm kỹ thuật của đường kính trục động cơ bước NEMA 23 bao gồm dung sai gia công chính xác nhằm duy trì độ đồng tâm trong giới hạn chặt chẽ, thường là ±0,05 mm hoặc tốt hơn. Các phương pháp xử lý bề mặt thường bao gồm mạ crôm cứng hoặc các lớp phủ chuyên dụng nhằm nâng cao khả năng chống mài mòn và giảm ma sát trong quá trình vận hành. Thiết kế trục tích hợp các đặc điểm hình học như mặt phẳng (flats) hoặc rãnh then (keyways) nhằm ngăn ngừa hiện tượng trượt và đảm bảo liên kết cơ học chắc chắn với các thành phần được dẫn động. Các ứng dụng của đường kính trục động cơ bước NEMA 23 trải rộng trên nhiều ngành công nghiệp, bao gồm in 3D, máy CNC, robot, thiết bị đóng gói và thiết bị đo lường phòng thí nghiệm. Trong các ứng dụng in 3D, đường kính trục chính xác cho phép định vị chính xác cụm đầu ép (extruder) và cơ cấu bàn in (build platform). Các ứng dụng CNC được hưởng lợi từ khả năng duy trì độ chính xác vị trí của trục trong khi truyền lực cắt đáng kể. Trong các hệ thống robot, đường kính tiêu chuẩn được tận dụng để đảm bảo sự linh hoạt nhất quán tại các khớp nối và định vị chính xác bộ phận cuối (end-effector). Quy trình sản xuất các trục này bao gồm các công đoạn tiện chính xác, tiếp theo là các quy trình nhiệt luyện nhằm cải thiện tính chất vật liệu và độ ổn định kích thước trong suốt thời gian vận hành kéo dài.