nema 23 žingsninio variklio veleno skersmuo
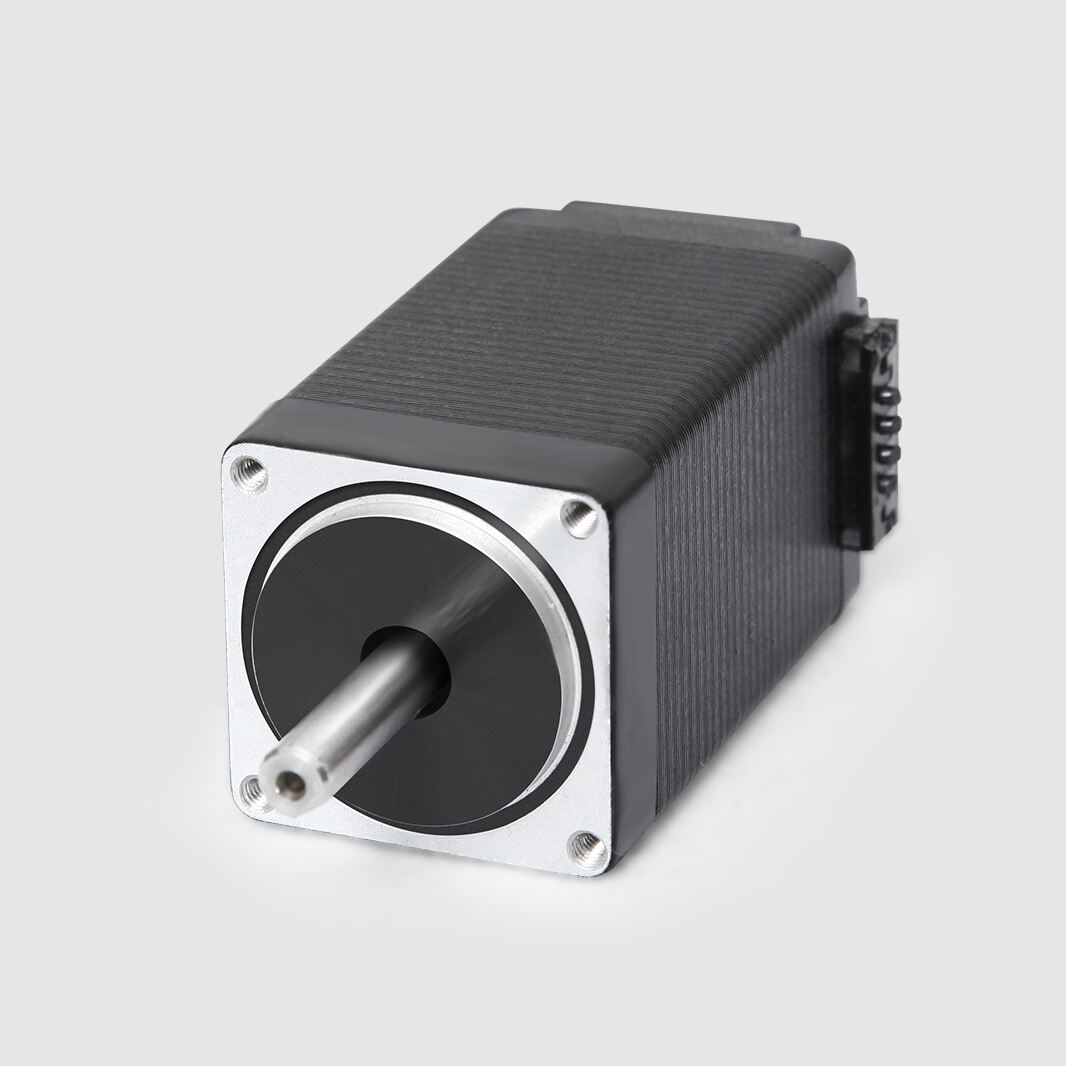
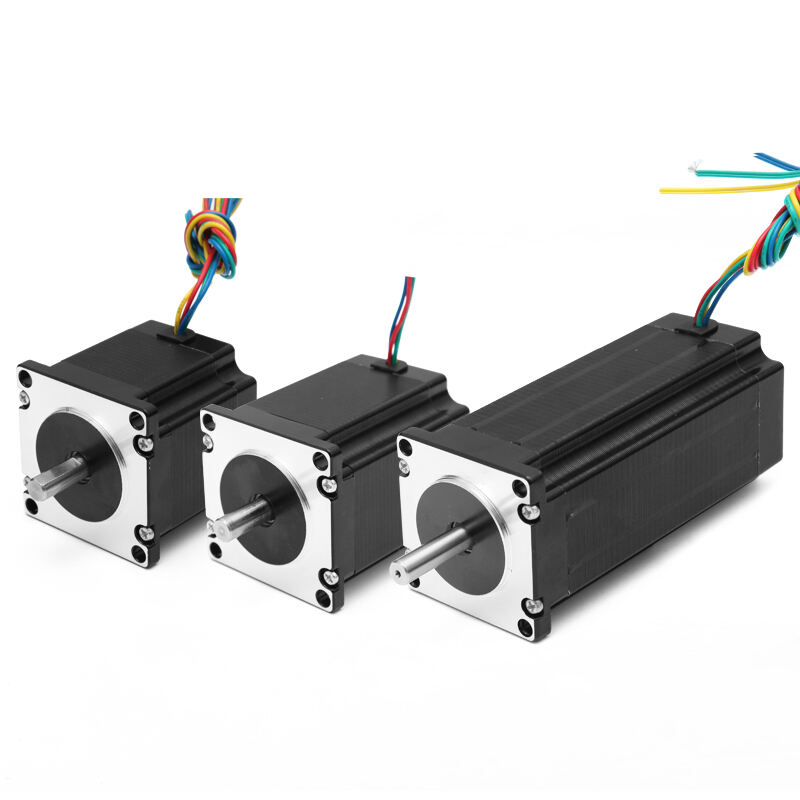
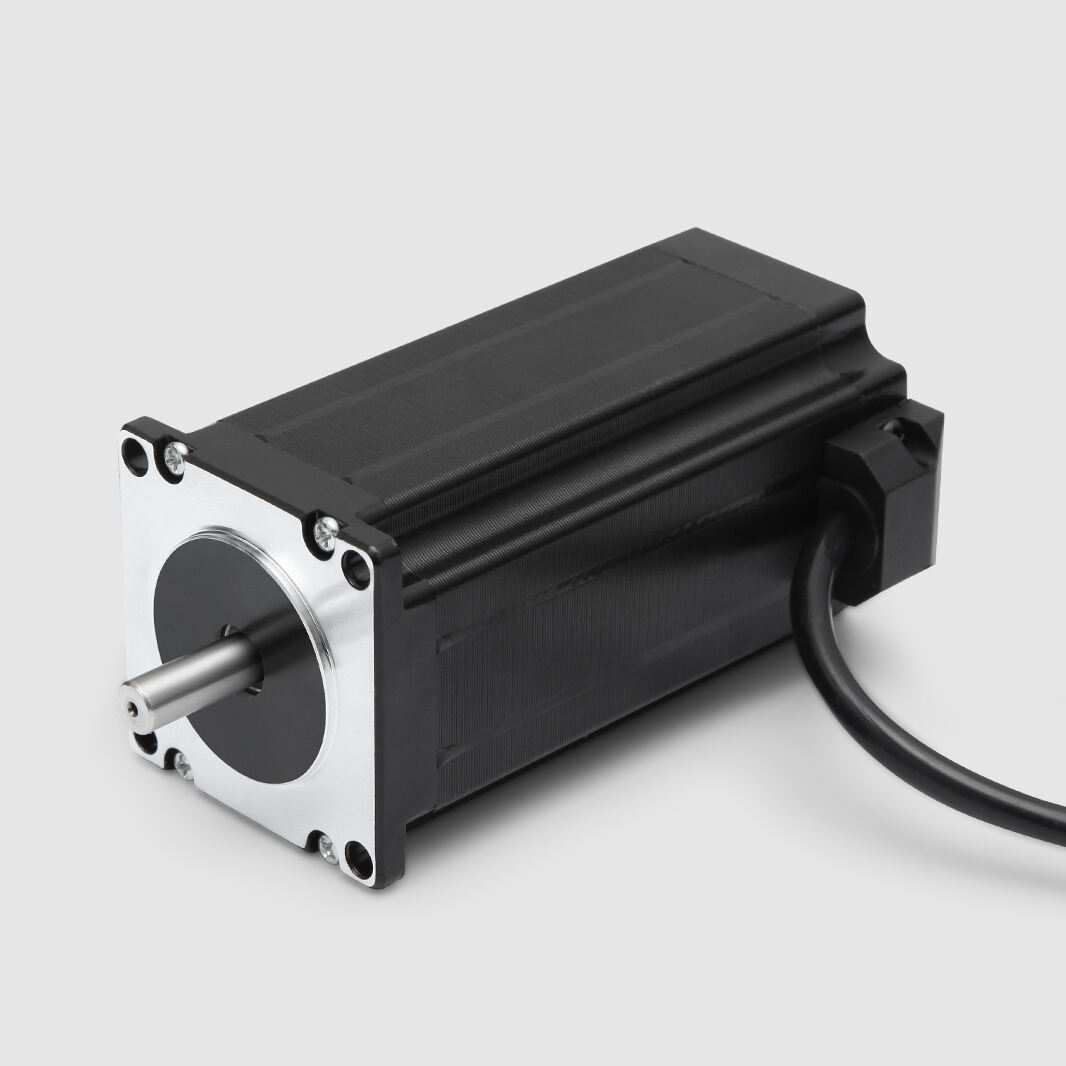
NEMA 23 žingsninio variklio veleno skersmuo yra kritinė specifikacija, kuri nulemia variklio mechaninį sąsajos tašką ir jo našumo galimybes. Šis standartinis matavimas, paprastai svyruojantis nuo 6,35 mm iki 8 mm, sudaro pagrindą įvairiems mechaniniams komponentams prijungti prie variklio sistemos. Veleno skersmuo tiesiogiai veikia sukimo momento perdavimo efektyvumą, sukimosi tikslumą ir visos sistemos patikimumą automatizuotose aplikacijose. Suprasti NEMA 23 žingsninio variklio veleno skersmenį yra būtina inžinieriams ir dizaineriams, kurie turi efektyviai integruoti šiuos variklius į savo projektus. Pats velenas veikia kaip pagrindinis išvesties komponentas, perduodantis sukamąjį judėjimą iš variklio vidinės rotorinės grupės į išorines mechanines apkrovas. Ši skersmens specifikacija užtikrina suderinamumą su standartiniais jungikliais, ratukais ir kitais pramonės automatizavime dažnai naudojamais pavarausiais komponentais. NEMA 23 žingsninio variklio veleno skersmens technologinės savybės apima tikslų apdirbimą su tolerancijomis, užtikrinančiomis koncentriškumą labai siaurose ribose – paprastai ±0,05 mm ar geriau. Paviršiaus apdorojimo būdai dažnai apima kietą chromavimą ar specialius dangų sluoksnius, kurie padidina dilimo atsparumą ir sumažina trintį eksploatacijos metu. Veleno konstrukcijoje įtraukti geometriniai elementai, tokie kaip plokščiosios vietos arba raktinės griovytės, kurie neleidžia slydimo ir užtikrina tvirtą mechaninę sąsają su varomaisiais komponentais. NEMA 23 žingsninio variklio veleno skersmens taikymo sritys apima daugelį pramonės šakų, įskaitant 3D spausdinimą, CNC įrangą, robotiką, pakavimo įrenginius ir laboratorinę prietaisų įrangą. 3D spausdinimo taikymuose tikslus veleno skersmuo leidžia tiksliai pozicionuoti ekstruzijos agregatus ir statomosios platformos mechanizmus. CNC taikymuose velenas užtikrina padėties tikslumą, tuo pačiu perduodamas dideli pjovimo jėgos. Robotikos sistemose standartinis skersmuo naudojamas nuosekliai reguliuoti sąnarių judėjimą ir galutinio įtaiso (end-effector) poziciją. Šių velenuose gamybos procesas apima tikslų apsukimą, po kurio seka šiluminio apdorojimo procedūros, pagerinančios medžiagos savybes ir matmeninę stabilumą ilgalaikės eksploatacijos metu.